
?





400熱線:4000-8877-29
電 話:0755-89474066
傳 真:0755-89474055
手 機:18118780765(朱生)
旺 旺:sztw2002
Skype :tuowei2002
E-mail:2355718800@qq.com
地址:深圳市寶安區福永鎮鳳凰一工業區興業二路201號
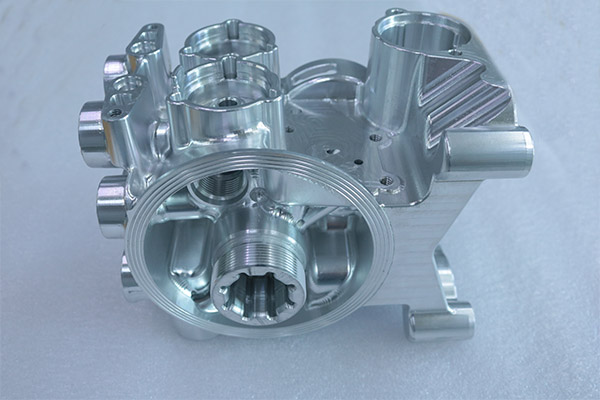
手板模型深孔加工有哪些方法
原作者:深圳手板模型 的來源:未知 觀看時間:60 年份:2014-06-19 08:41
一方面,在不開模具的前提下,根據三維圖紙,即外觀圖紙或結構圖紙的產品,使一個或多個產品,這種模式的例子是用來測試的外觀或結構合理性,即使在其零件,裝配定作進一步檢查的產品,大大提高了產品的開發和生產的安全性和可靠性。標準可以采用兩種加工方式生產的數控加工和快速成型,小批量生產需要使用硅膠復模和(RIM)的制造。
1.、CNC手板,優點體現在它能非常精確的反映圖紙所表達信息,而且CNC手板表面質量高,尤其在其完成表面噴涂和絲印后,甚至比開模具后生產出來的產品還要光彩照人。
因此,CNC手板制造越來越成為手板制造業的主流。
2、RP手板,即快速成型,優點主要表現在它的快速性上,但是它主要是通過堆積技術成型,因而RP手板一般相對粗糙,而且對產品的壁厚有一定要求,比如說壁厚太薄便不能生產。其中SLA和SLS都適合制作結構復雜精度要求較高的樣品,SLA因材料較脆的特性適合做外觀樣件;而SLS則比較適合制作對硬度有要求的快速成型件。
3、硅膠復模,是在需要小批量試制的情況下采用的加工方式,依據3D立體圖紙或實物原型先制作出對應的硅膠模具,然后用硅膠模具進行真空澆注成型制作出樣品,一套硅膠模具可以澆注出的產品數量通常為15-20件,需要小批量試制時具有較大的成本優勢。
有關手板模型深孔加工的3種方法:
1、套料刀加工深孔。孔徑較大的深孔(一般直徑大于50mm)宜采用套料刀加工。這種方法切削負荷減輕,從而提高了生產率,減少了材料消耗。所用套料刀,當直徑較小時,多采用整體焊接式,直徑較大時,可采用裝配式或可調式。刀具上應裝置用于導向的耐磨鑲條,其材料可為夾布膠木、硬質合金、滾動軸承等,刀刃設計上亦應考慮分屑和斷屑。它也適合于批量生產。
2、接長柄麻花鉆在通用機床上加工。接長柄麻花鉆就是在普通麻花鉆上焊接長柄。由于鉆削時軸向力大,鉆頭兩刃不易磨的對稱,鉆頭橫刃修磨質量不易保證,而且刀桿剛性差,所以加工時易發生振動,孔的中心線易產生偏斜,由于鉆頭容屑空間有限,為了排屑和冷卻刀具,必須在加工一段長度后(一般5~10 mm)即把鉆頭退出。對于軸心孔較長的主軸,要采用從兩端鉆孔的方式。因此這種深孔加工方法質量差,生產率低、勞動強度大,但由于其刀具制造簡單,可使用通用設備,因此在單件小批量生產中應用較多。
3、采用深孔鉆在專用深孔鉆床上加工。采用深孔鉆加工深孔較好的解決了深孔加工中刀具引偏、刀具冷卻和斷屑排屑等問題,明顯地提高了加工質量和生產率。可加工到10~30 的深孔。深孔加工機床,可采用專用的深孔鉆床,也可對普通車床進行改裝。
上一篇:有哪些因素會影響手板模型加工質量
下一篇:硅膠復模的工藝以及制作方法
53--------m.wijd.cn
222--------m.gldf.com.cn
800--------m.y82geg.cn
671--------m.jnznpwbz.cn
70--------m.iwzw.cn
78--------m.hxuw.cn
486--------m.cnfood.org.cn
420--------m.bolitiemo.net.cn
272--------m.xvkp.cn
421--------m.aojk.cn