





400熱線:4000-8877-29
電 話:0755-89474066
傳 真:0755-89474055
手 機:18118780765(朱生)
旺 旺:sztw2002
Skype :tuowei2002
E-mail:2355718800@qq.com
地址:深圳市寶安區福永鎮鳳凰一工業區興業二路201號

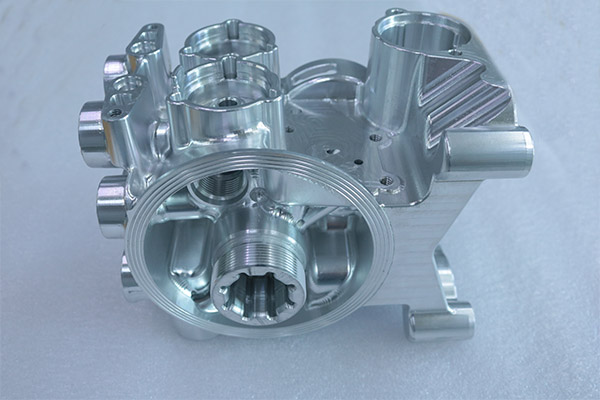
分類:貨車汽車發行為鉿合金蓋罩制作而成講解
詳細介紹:
1、編程
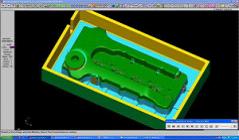
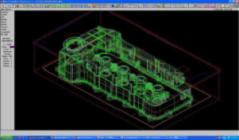
2、加工完正反二面后,不銑外形,讓工件與邊料連為整體,目的是方便加工側面的柱子,圓孔以及機油口的位置。


3、CNC加工短方向的柱子以及圓孔;先校平定位工件用百分表來校平;再檢驗工件是否水平,在邊料的最上面銑一個“十”字架,深0.5MM長寬勻平分;確定是水平后方可加工。
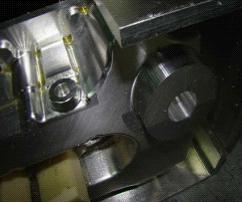
4、火花機加工長方向的孔以及柱子,因工件的長度超過500,而CNC的Z值行程不夠500。
5、火花機加工機油口的內表面,(因機油口內表面的結構細小,精度要求高,在CNC機床上難于加工)。用ABS板做二塊鋪助板夾住工件的邊框且在水平放置時能使工件上的機油口的孔是垂直狀態,目的是方便為花機加工機油口的內表面。
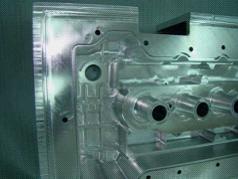

6、CNC加工機油口的外表面,用前面的二板鋪助板固定好工件且機油口的方向與機床是垂直狀態,第一步先檢驗工件是否水平,用百分表在機油口位置最頂面校正;第二步檢驗定位后能否同機油口內表面是一致的,方法是在機油口最頂面抬高1MM按火花機打出來的圓孔走外形,看是否能接上。一定要校平校正方可加工。


7、銑外形
53--------m.wijd.cn
222--------m.gldf.com.cn
800--------m.y82geg.cn
671--------m.jnznpwbz.cn
70--------m.iwzw.cn
78--------m.hxuw.cn
486--------m.cnfood.org.cn
420--------m.bolitiemo.net.cn
272--------m.xvkp.cn
421--------m.aojk.cn