
資訊中心





400熱線:4000-8877-29
電 話:0755-89474066
傳 真:0755-89474055
手 機:18118780765(朱生)
旺 旺:sztw2002
Skype :tuowei2002
E-mail:2355718800@qq.com
地址:深圳市寶安區福永鎮鳳凰一工業區興業二路201號
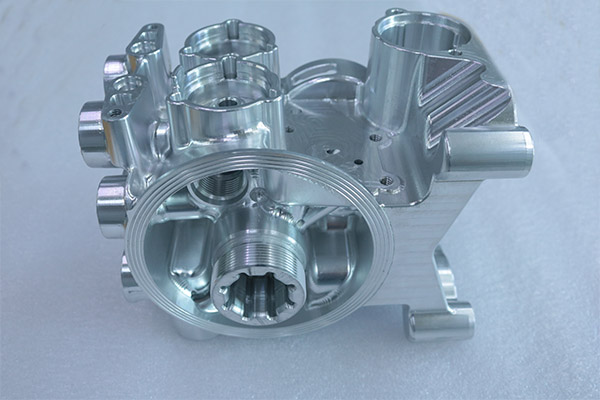
數控CNC手板模型加工工藝流程
小說作者:深圳手板模型 由來://eqfk.cn/ 打開網頁時間:67 日期時間:2017-09-04 10:28
數控粗加工中心CNC手板模型工具粗加工工藝技術步驟
|
|
|||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||
上一篇:拓維手板模型RIM加工工藝流程
53--------m.wijd.cn
222--------m.gldf.com.cn
800--------m.y82geg.cn
671--------m.jnznpwbz.cn
70--------m.iwzw.cn
78--------m.hxuw.cn
486--------m.cnfood.org.cn
420--------m.bolitiemo.net.cn
272--------m.xvkp.cn
421--------m.aojk.cn