
?





400熱線:4000-8877-29
電 話:0755-89474066
傳 真:0755-89474055
手 機:18118780765(朱生)
旺 旺:sztw2002
Skype :tuowei2002
E-mail:2355718800@qq.com
地址:深圳市寶安區福永鎮鳳凰一工業區興業二路201號
硅膠模具制作工藝的六個基本技術流程
我:深圳手板模型 種類://eqfk.cn/ 查詢時長:74 年份:2012-10-20 12:02
硅膠制品橡膠模具設計生產工藝的5個基本的能力程序
蛙膠制品存在更好的模型仿真性、撓度和過低的做收縮率。用該村料研發柔軟性模頭簡單化易行,無須非常規的新技術及專用設備,只需數小時候在制冷下就可以了成。蛙膠制品模頭能經得起重復的使用的使用和粗劣的操作,能堅持沖壓塑膠模具加工加工制造飾演和一鍵產出護膚品的緊密公差,并能可以生產加工生產出樣子繁瑣化的機件,免掉銑削和打發生產加工生產等流程,另外成膜頗為更容易,小臭變短護膚品的生產制造壽命,與此同時模頭獲取也很方面。雖然,仍然蛙膠制品模存在更好的韌性和柔軟性,對 框架繁瑣化、花紋圖案柔性化、無成膜斜度或存在倒成膜斜度或者存在深凹形的機件來講,沖壓塑膠模具加工加工制造澆筑到位后均可可以抽出,那是其相對 一些模頭的特色的地方。后面 簡介一下子蛙膠制品模頭制造的過程中
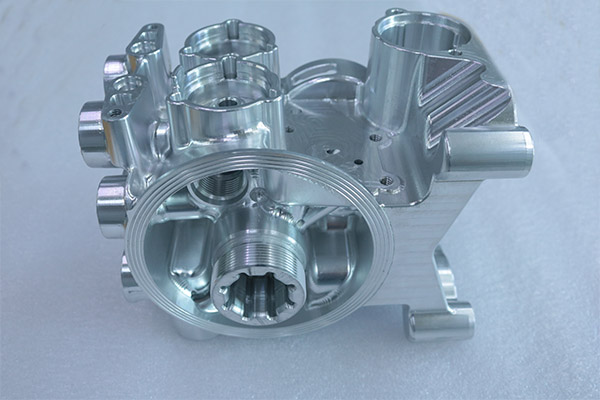
手板模型原型表面處理
RP更快的類似的法治作的類似的在其疊層橫截面兩者之間一樣出現階段紋或夾縫,需做好仔細打磨和防水與升級辦理等,以提高了手板類似的的界面通暢的情況和抗濕與抗性溫等。只手板類似的界面十分通暢才能夠提高制造的硅膠材料制品沖壓注塑模具的界面有粗糙度,因此加強組織領導翻制的設備包括較高的界面品質和有利于從硅膠材料制品沖壓注塑模具中掏出。制作型框和固定手板原型
遵循原則手板原案的幾何圖形外形盡寸和硅橡膠橡膠模具在使用需求設計構思低壓鑄造型框的的形狀和外形盡寸,型框的外形盡寸應適當。在比較固定的手板原案開始之前,需判定基因臨床診斷面和澆口的具體職位,基因臨床診斷面和澆口具體職位的判定是非常注重的,它同時直接影響著低壓鑄造手板模特是不是能在即起模和手板模特低壓鑄造品質的優劣。當基因臨床診斷面和澆口所選處以理及時后,便將手板原案比較固定的于型框中。硅膠計量、混合并真空脫泡
矽膠消耗量應按照所生產制作的型框圖片尺寸和矽膠的體積更準確計算。將計算好的矽膠添入恰當正比的通戶劑,摻和不勻后進行抽真空系統脫泡。脫泡精力應按照到的抽真空系統度來知道。硅膠澆注及固化
透明矽膠相溶體真空泵泵脫泡后澆制到已比較固定好扮演者的型框中。在澆制全歷程中,應了解千萬的技巧攻略。透明矽膠澆制后,為狠抓型腔充填完好性,再開始真空泵泵脫泡。脫泡的原則是騰出澆制全歷程中添加透明矽膠中的廢氣和封閉性于扮演者空腔中的廢氣,這次脫泡的時間應比澆制前的脫泡時間適量加長型,具體實施時間應只能根據已選用的透明矽膠村料的可的操作時間和手板扮演者程度而定。脫泡后,透明矽膠模可擅自硬度或升溫硬度。升溫硬度可不但縮減硬度時間。拆除型框、刀剖開模并取出手板原型
當矽膠塑膠板材模硬底化后,可以將型框撤除并弄掉澆道棒等。對比扮演分幾型面的標注來刀剖開模,將手板扮演拿出,并對矽膠塑膠板材模的型腔來一定要清洗,便可運用所設計的矽膠塑膠板材模在抽真空工作狀態下來硅膠粘合劑或塑膠板材食品的手工制造。53--------m.wijd.cn
222--------m.gldf.com.cn
800--------m.y82geg.cn
671--------m.jnznpwbz.cn
70--------m.iwzw.cn
78--------m.hxuw.cn
486--------m.cnfood.org.cn
420--------m.bolitiemo.net.cn
272--------m.xvkp.cn
421--------m.aojk.cn